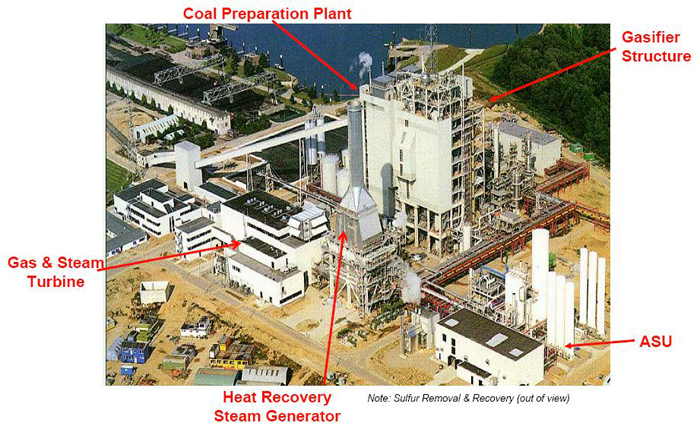
Located in Buggenum, The Netherlands, Nuon Power’s 253 MW (net) integrated gasification combined cycle (IGCC) power plant began service in 1994 as a demonstration facility. It was originally constructed by Demkolec, a consortium of Dutch power producers, adjacent to an existing coal-fired power plant along the River Maas. This allowed the new IGCC demonstration plant use of existing coal reception and handling facilities. Following the completion of the demonstration phase of the plant and liberalization of the Dutch power sector, Nuon Power acquired the plant and operated the plant commercially until its closure in April 2013.
Plant Description
The air separation unit (ASU) produced 95% pure oxygen for use in the gasifier, in addition to high purity nitrogen. Pure nitrogen generated by the ASU was used as a carrier gas for the dry-feed gasifier, in addition to use in purging. Additional nitrogen was compressed and used as dilution nitrogen in the gas turbine.
Fuel was prepared in three 55% roller mills where coal particle size was ground to less than 100 microns. The pulverized coal was partly dried in the mills before final drying is done by burning syngas to heat the coal. Two trains of lock hoppers were employed to bring the coal to plant pressure, before it was conveyed pneumatically to the four side-mounted burners with high purity nitrogen as a carrier gas.
The gasifier was a single dry-feed Shell SCGP unit. The plant was designed for a wide range of imported coals; however in later years the plant operated on local coal fired with up to 30% biomass to comply with Dutch renewable energy incentives. The gasifier operated at 360 psig and a temperature of 1,600°C (2,900°F) resulting in a carbon conversion rate of over 99%. The gasifier wall was surrounded with a steam generating membrane to contain high temperatures. Slag produced in the gasifier exited through a quench bath followed by lock hoppers. There was no slag crusher used at the slag lock hopper outlet.
As the raw syngas exited the gasifier it was quenched to a temperature of 900°C (1,650°F) by cool recycled particle-free syngas. A water-tube boiler then lowered the syngas temperature to 235°C (455°F) by generating high and intermediate pressure steam. A cyclone followed by a ceramic candle filter then removed particulate matter from the syngas. Particulate matter is mostly fly ash along with a small amount of unconverted carbon. The last step of the gasification process was to scrub the syngas with water to remove ammonia and halides.
The acid gas removal unit entailed a hydrogen cyanide/carbonyl sulfide (HCN/COS) Hydrolysis and a Sulfinol M Wash, which decreased sulfur content in the syngas to less than 20 ppm by volume. Sour gas was processed in a single Claus unit to produce elemental sulfur. Tail gas was not recycled; however it was hydrogenated and treated before discharge to the atmosphere through an incinerator.
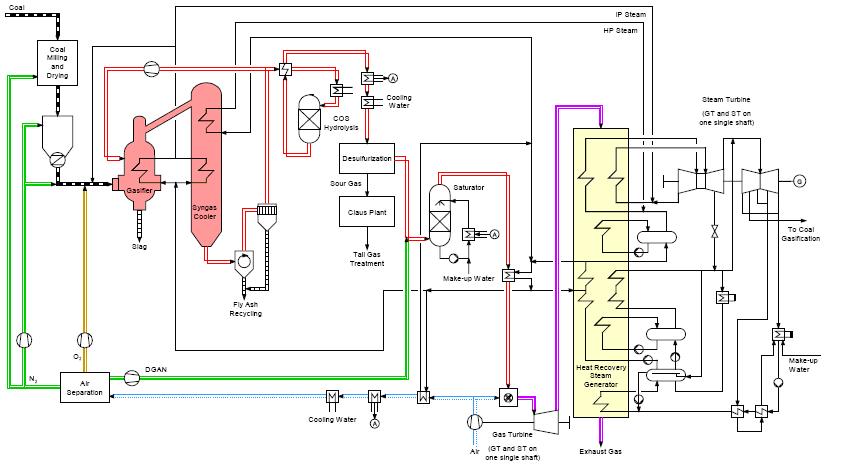
NUON IGCC Process Schematic
For nitrogen oxide (NOX) reduction, the syngas was mixed with nitrogen and water vapor before being sent to a Siemens V 94.2 gas turbine. The gas and steam turbines were both mounted on a single drive train which powered a 285-MW generator. After in-plant electricity consumption in the ASU, gas production areas, and the combined cycle unit is subtracted, total net power production was 252.5 MW.
Environmental Considerations
The IGCC Plant performed well environmentally in several areas. NOX emissions were extremely low, typically below 10 ppm. Sulfur removal efficiency was over 99%. This resulted in total acidification components of the emissions (sulfur dioxide [SO2] and NOX) being less for operation on syngas produced from coal than natural gas. Particulate emissions including fly ash, chlorides and heavy metals were virtually zero. Finally, the plant demonstrated zero waste water discharge, as water was treated and reused within the facility.
Operational History
The initial demonstration period of the project was completed at the end of 1997 and since 1998 the plant had been in commercial operation. Several issues were addressed during the demonstrations phase of the project including:
Gas turbine vibrations
Syngas scrubber erosion
Sulfinol degradation
Short ceramic candle filter lifespan
Slag lumps and fines discharge
Operation as a peak shaving unit began in 2002, resulting from restructuring and liberalization of the Dutch power sector. A ramp speed of 1.5 MW per minute was achieved in purely IGCC mode, while adding natural gas increased this figure to 3.5 MW per minute. Demand was cycled during this period on a four minute basis.
A critical change was made in 2002 to improve plant reliability. The IGCC plant had previously no control over coal procurement and was receiving the fuel from local PC plants. This caused more plant down time than otherwise would have occurred, as the plant required adjusting to the new coal parameters. Since then, this issue had been remedied with the plant taking an active role in coal procurement.
In 2004, as the plant was returned to base load operation, a further modification occurred. The existing dilution nitrogen compressor was modified to also serve as a startup air compressor for the ASU. This removed the limitation that the gas turbine was required to operate on natural gas for three days prior to bringing the ASU to operating temperature so the gasifier could begin operations.
During 2005 the plant was modified to allow startup of the gas turbine on syngas, in addition to increasing the use of biomass as a fuel to take advantage of “green power” credits. These required modifications to both the fuel feed system and the gas turbine burners.
Plant accumulated operating hours:
Gas turbine 126,782 hours in total (92,997 on syngas and 33,785 on natural gas)
Gasifier 95,784 hours (423 gasifier runs in total)
Longest gasifier run 3291 hours (November 26th, 2006 – April 12th, 2007)
Highest monthly net output in January 2013 (177,581 MWh,average 239 MWe)