Biomass and Municipal Solid Waste (MSW) Gasification
The gasification of biomass and municipal solid waste (MSW) differ in many ways from the gasification of coal, petcoke, or conversion of natural gas to syngas. This section will discuss these differences, the technology used to gasify biomass and MSW, and give a brief overview of some operating plants.
Characteristics of Biomass and MSW
While the gasification technologies used with biomass or MSW are straightforward, performance depends greatly on the unique characteristics of the biomass or MSW feedstock. These feedstocks have much higher moisture content and less heating value by volume than coal. In addition, the non-uniformity of the feedstocks and the variability of the specific compositions over time require flexible and robust gasifiers.
Gasifiers for Biomass
A 2002 NETL study on various biomass and MSW gasifiers analyzed published information about demonstration and operating biomass gasifiers. Operating conditions, syngas composition, other required systems, and other parameters were compared to the optimum conditions for electricity, fuel, chemicals, and hydrogen production to determine which gasifier technologies best fit a certain product application. Some significant findings of this study are summarized below.
Bubbling Fluidized-Bed (BFB) gasifiers, a type of fluidized bed gasifier generally characterized by larger cross-section, shorter height, lower fluidization velocities and denser beds, are the most demonstrated of the biomass gasification technologies reviewed. The BFB technology has been operated over a wide range of temperatures, pressures, throughput, and a variety of biomass types. Fuel, chemicals, and hydrogen production benefits from high temperatures, like those seen in coal gasification, because at temperatures over 1,200-1,300°C little or no tar, methane, or higher hydrocarbons are formed, while syngas (hydrogen [H2] and carbon monoxide [CO]) production is maximized. Several BFB gasifiers have been operated at the high pressures (>20 bar) that would be advantageous for fuel and chemical synthesis. While this eliminates the need for a compressor following the gasifier, it does necessitate a more complex feed system. BFBs may require the feed to be chopped, pulverized, or otherwise reduced in size, and would most likely need to be dried or torrefied to allow for the higher operating temperatures.
The choice of oxidant—some combination of air, oxygen, and/or steam—has a substantial effect on the output syngas composition. Air introduces nitrogen, which dilutes the product gas and is detrimental to synthesis processes. For this reason, an oxygen plant is usually required. Varying steam to oxygen ratio input is a way to adjust the H2/CO ratio in order to match synthesis requirements. For example, Fischer-Tropsch transportation fuel synthesis using iron catalysts requires an H2/CO ratio of around 0.6, optimally, while for cobalt catalyst a ratio of 2 would be preferred. Methanol production would be favored with an H2/CO ratio of around 2 and for hydrogen production it should be as high as possible. If higher temperatures cannot be achieved inside the BFB gasifier, tar cracking might be required. Typically, though, this is not the case and therefore gas cleanup is somewhat minimal for synthesis applications. The study finds that BFB gasifiers are among the lowest capital cost options for biomass gasification and, all things considered, BFB gasifiers are quite suitable for fuels, chemicals, and hydrogen production.
Circulating Fluidized-Bed (CFB) gasifiers, generally characterized by smaller cross-section, taller height, and higher fluidization velocities, have not been demonstrated with biomass to the extent of BFB. In fact, the literature surveyed showed very few tests at elevated pressure and all with temperatures below 1000°C. While Bubbling Fluidized-Bed gasifiers have been tested (at the time of the article) up to 35 bar, CFBs have only been tested up to 19 bar. Like BFB gasification, particle sizes would need to be reduced and feedstock dried. Probably the biggest issue with CFB is the lack of demonstrations with pure oxygen and/or steam, which greatly limits the confidence in the technology for synthesis applications. From the information available, carbon dioxide (CO2) levels in the syngas are low, as are H2/CO ratios, because the lack of steam means the water-gas-shift reaction is suppressed.
Fixed-Bed (FB) gasifiers have not been demonstrated over a large range with biomass. This gasifier design tends to produce large quantities of either tar or unconverted char and therefore have not been extensively pursued. However, they are able to handle heterogeneous feedstock like MSW and so have a use for waste-to-fuel or waste-to-power.
Indirectly Heated gasifiers, which can be entrained, fluidized, or circulating fluidized bed gasifiers, are at an early stage of development and have not been tested over a wide range for application suitability. In fact, as of June 2002, these units had only been tested at atmospheric pressure. They are more complicated (and have higher capital costs), owing to a separate combustion chamber, but are capable of producing a syngas with a very high heating value, which is important for power/heat applications. One advantage is that they do not require oxygen or air for gasification, which means no oxygen plant is needed (lower capital cost and efficiency losses) and no nitrogen dilution. These units tend to have higher methane and other hydrocarbon yields, which would be a problem for synthesis applications, but beneficial for heat/power generation. For fuels or chemicals synthesis, the hydrocarbons can be steam reformed or partially oxidized, usually through high steam addition rates which promote water-gas-shift activity. Primarily, though, these systems need to be studied further.
Examples of Biomass and MSW Gasification Facilities
Burlington, VT –In August 2000, a 12-MW, low-pressure wood gasifier was added to the existing McNeil Generating Station. The gasifier uses 200 tons per day (tpd) of wood chips, producing syngas that is fed into the plant's existing boiler (EIA article on the EIA Biomass for Electricity Generation Web Page).
Gasifiers for Municipal Solid Waste
As noted above, FB gasifiers are able to handle heterogeneous feedstock like MSW. This is important because, as noted in the section on MSW characteristics, MSW can vary widely in composition (imagine the contents of a dumpster, with many varying shapes, sizes, densities, and composition) and requires a flexible gasifier. Atmospheric pressure gasification reduces complexity compared to feeding a highly non-uniform feed at pressure. If possible, avoiding costly feed preparation systems like pulverization results is advantageous.
Plasma gasification, which uses an extremely hot electrical plasma arc to break down MSW into simple gases and leftover solids, is currently being considered for many large MSW gasification facilities. High voltage and current electricity produces a plasma arc between two electrodes. While this requires a substantial amount of energy, the syngas product can be used in a turbine to potentially generate more electrical power than required. The plasma arc can reach temperatures as high as 13,900°C which can break down difficult feedstocks into simple constituent gas molecules and a solid slag byproduct.
Difficulties
Biomass and municipal solid waste can pose problems to gasification system designers. Both present issues for feed systems as these feedstocks are largely heterogeneous in their delivered state. Some biomass, such as sawdust from lumber mills, can be in a condition suitable for many existing feed systems, while others, like most MSW, would require extensive preparation or feed system customization. Biomass and MSW also may have characteristics like higher moisture content which may necessitate pre-gasification drying. Ash contents can also vary widely, meaning the gasifier must be able to handle potentially high levels of ash. Essentially, biomass and MSW gasification requires flexibility in design to handle non-uniform feeds.
Co-gasification of Coal & Biomass
Co-gasification of coal and biomass blends is of considerable current interest, stemming from a number of benefits that can result from the approach relative to conventional gasification of straight coal:
The low or zero carbon emissions characteristics of biomass proportionally lowers the carbon footprint of the overall gasification process on the environment.
Addition of biomass to the feed mix improves the H2/CO ratio in the produced gas, which is usually desirable for liquid fuel synthesis.
Inorganic matter present in biomass catalyzes the gasification of coal.
Co-gasification also works to advantage by reducing the typical high tar content resulting from biomass gasification of straight biomass.
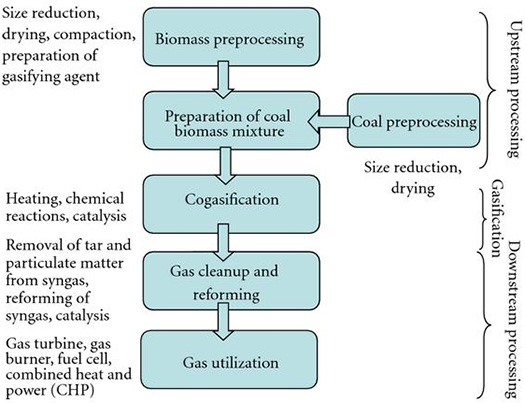
The basic operations involved in co-gasification of coal and biomass mixtures are illustrated in Figure 1.
Figure 1. Various operations involved in the coal-biomass gasification process
Some of the complications arising from co-gasification are apparent from this figure. First, instead of a single feedstock preparation scheme, it is usually necessary to have separate preprocessing operations for coal and biomass. The typically high moisture-content biomass is usually not just dried, but also torrefied (which involves heating to temperatures typically ranging between 200 and 320°C in absence of oxygen, at which point the biomass undergoes a mild form of pyrolysis) and possibly compacted, which greatly improves the quality as a feedstock for either fuel use or gasification. Also, size reduction of both the coal and biomass to uniformly-sized particles is required for optimum gasification.
Co-gasification reactions and transformations share aspects of those for coal gasification and biomass gasification, but also include some synergistic effects that are not definitively described. However, in general the basic approach to co-gasification technology choice is the same as for conventional coal gasification, with the feedstock properties and the desired utilization of the syngas largely determining what type of gasifier to use. If the syngas is to be used for electricity generation, a downdraft fixed-bed gasifier is a good choice because it releases gas at high temperature with low impurities. Fluidized-bed gasifiers may not be the best choice for some co-gasification applications, because defluidization of the fluidized bed can occur due to agglomeration of low melting point ash present in the biomass, along with clogging of the downstream pipes due to excessive tar accumulation.
It has been observed that entrained flow gasifiers should be investigated for the co-gasification of coal and biomass, given their capacity to accept different types of feedstock, the uniform temperature profile inside the reaction zone, short reactor residence time, and high carbon conversions, all of which are of increased importance to addressing the issues associated with co-gasification.
Product gas compositions are influenced by both the type of biomass co-gasified, as well as its proportion in the feed mixture. Generally, higher H2 content results from greater biomass inclusion; in particular, lignin in woody biomass seems to boost H2 yield in syngas. A wide range of proportions of coal and biomass may be possible for given applications, but the optimum is a complex function of the type of coal used, type(s) of biomass, gasifier type and operating conditions, desired syngas composition, etc., not to mention the available quantities of the biomass which may be considerably less than the coal available.
Beside the gasifier, the type of gasifying agent is also important. The use of steam as a gasifying agent as opposed to air assists the water-gas shift reaction and produces H2-rich syngas. Also, the use of catalysts affects syngas production. An interesting example is a study of the co-gasification of Puertollano coal mixed with pine, petcoke, and polyethylene (PE). Findings were that the use of dolomite catalysts helped in increasing the gasification rate along with reducing hydrogen sulfide (H2S) generation and increasing sulfur and chlorine retention in the solid phase.
Syngas cleanup of co-gasification derived syngas includes the same operations needed for conventional coal gasification, including particulate removal, sulfur removal, etc., but may be more complicated than for coal gasification or biomass gasification alone, because both those species present in raw coal-derived syngas (sulfur and mercury) and those present in elevated amounts from biomass gasification (tars and alkalis) may need to be addressed.
In the future, co-gasification of coal and biomass holds promise as a way of substantially reducing the carbon intensity of gasification, to utilize low-cost opportunity biomass fuels such as wood waste and high-energy content, marginal land biomass crops such as switchgrass, and to enhance gasification processes by optimizing syngas quality and increasing throughput and output.
References/Further Reading
J. S. Brar, K. Singh, J. Wang, and S. Kumar, "Cogasification of Coal and Biomass: A Review," International Journal of Forestry Research, Volume 2012 (2012), Article ID 363058, 10 pp., doi:10.1155/2012/363058