Shell first became involved in gasification technology when the Shell Gasification Process (SGP) units were commissioned in the 1950s to produce syngas using gaseous and liquid feedstocks, such as refinery residual oil. In 1972, Shell began developing a gasification process for coal (Shell Coal Gasification Process - SCGP), which included the construction of a 6-ton-per-day (tpd) pilot plant in Amsterdam. Shell began operation of a 15-tpd demonstration plant in Harburg, Germany, in 1978, followed by a 250-tpd plant at Deer Park in Houston, Texas, in 1987. A Buggenum, Netherlands integrated gasification and combined cycle (IGCC) plant and the Shell-Pernis IGCC plant are notable projects currently operating with Shell Gasifiers at their core.
Air Products acquired the coal gasification technology licensing business from Shell Global Solutions International B.V. in 20181, and currently includes the former SCGP under its Air Products Syngas Solutions™ portfolio.
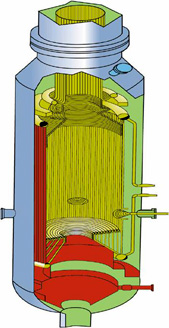
Shell Gasifier (source: Shell)
Operation
Shell's coal gasification technology uses a dry-feed, pressurized, entrained-flow, slagging gasifier that operates on a wide variety of feedstocks. Dried, pulverized coal is fed to the gasifier through pressurized lock hoppers using a transport gas (syngas or nitrogen). Preheated 95% pure oxygen and steam (as a moderator) are mixed and fed to the injector. The coal reacts with oxygen at typical conditions of 2,700-2,900°F and 350-600 psi to produce syngas consisting of only small amounts of carbon dioxide (CO2) and no hydrocarbon liquids or gases.
The Shell technology uses a refractory-lined reactor vessel, equipped with an inner membrane wall consisting of circulating water/steam-filled tubes. During operation, ash is converted into molten slag. The molten slag, cooled by the membrane wall, vitrifies to form a protective layer against slag erosion of the refractory. This specific reactor design contrasts most rival gasification processes, which have brick refractory walls inside the gasifier that are gradually eroded by the hot slag and must be routinely replaced. The Shell gasifier membrane wall is said to have a 20-year life. Inner reactor wall temperature is controlled by circulating water through the membrane wall, producing steam. Produced slag flows down the reactor into a water bath, where it solidifies and is removed through a lock hopper as slurry.
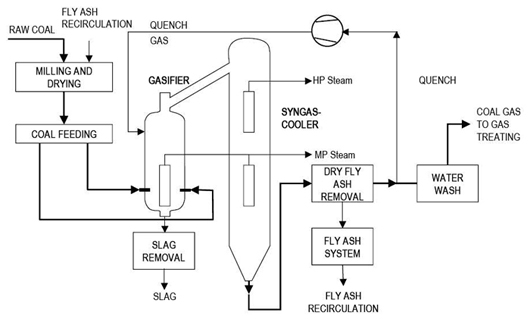
Raw syngas leaves the gasifier at relatively high temperature (typically 2,500-2,700°F) and is sent on to a syngas cooler for heat recovery, generating high-pressure superheated steam. The syngas cooler consists of superheat, convection, and economizer sections. To protect the syngas cooler from fouling, corrosion, and erosion, the hot raw syngas leaving the gasifier is first quenched with cooler, recycled product gas to convert any entrained molten fly slag to a hardened solid material prior to entering the syngas cooler. The bulk of the fly ash contained in the raw syngas leaving the syngas cooler is removed from the gas using commercial filter equipment or cyclones. Any remaining fly ash is captured downstream with a wet scrubber. The syngas cooler is an integral part of Shell gasifier technology.
A simplified SCGP Flow Scheme
source: Shell
Demonstration and Commercialization
Worldwide there over 50 Shell gasifiers in operation, with over half located in China.
Shell Gasification technology was used at the iconic IGCC plant in Buggenum, Netherlands. The plant gasifies 2,000 metric tons of coal per day to produce 253 MW of net electricity.
The Shell-Pernis Refinery in the Netherlands gasifies heavy residue oil to produce hydrogen for the hydrocracker, as well as fuel for the gas turbines of the IGCC plant to generate power and steam. The gasification operates on three parallel trains with a total capacity of 1,650 tpd residue. The total installed generation capacity at the Pernis plant exceeds 300 MWe and 200 tons per hour of steam.
References/Further Reading
Gasification Systems Overview,[PDF] (April 2013) – Presentation by Jenny Tennant, Gasification Technology Manager, National Energy Technology Laboratory, U.S. Department of Energy