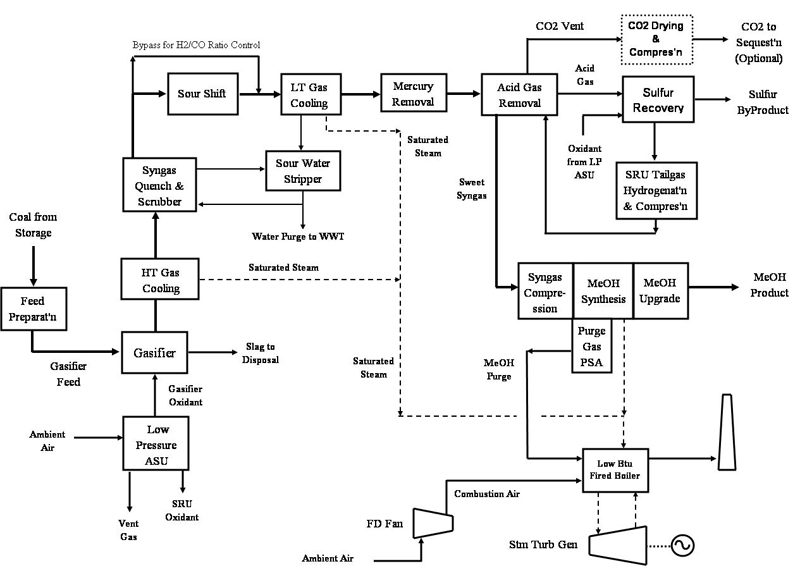
Figure 1 shows a simplified block flow diagram (BFD) of a methanol (MeOH) plant based on coal feedstock. Syngas from the gasifier is cooled by generating high pressure (HP) steam in the high temperature (HT) gas cooling system before being water quenched and scrubbed to remove fine particulates. The scrubbed syngas then goes through a sour water gas shift (WGS) to adjust the H2-to-CO ratio to approximately two. Depending on the amount of CO needing to be shifted, supplemental steam injection to the sour WGS feed may be necessary. The syngas from sour WGS is then cooled in low temperature (LT) gas cooling before mercury removal, and followed with hydrogen sulfide (H2S) and carbon dioxide (CO2) removal in an acid gas removal (AGR) unit. Sweet syngas from AGR is sent to the MeOH synthesis block where it is highly compressed before going through the MeOH reactor to produce a crude MeOH product. The crude MeOH is then purified to meet product specifications via distillation. Purge from the MeOH reaction system is routed through a pressure swing absorption (PSA) unit to recover H2 for recycling back to the MeOH reactor. Net low pressure purge gas from the PSA is burned in low-Btu boilers to produce power and steam to meet in-plant power demand. Acid gas from the AGR is sent to the sulfur recovery unit (SRU) to recover sulfur (alternately sulfuric acid) as a byproduct. Since CO2 is removed and vented ahead of MeOH synthesis, carbon sequestration can be implemented by the addition of a CO2 drying and compression system.
Figure 1: Simplified Block Flow Diagram for Coal to MeOH