Liquid transportation hydrocarbon fuels and various other chemical products can be produced from syngas via the well-known and established catalytic chemical process called Fischer-Tropsch (FT) synthesis, named after the original German inventors, Franz Fischer and Hans Tropsch in the 1920s. During World War II, FT synthesis provided liquid hydrocarbon fuels for the German war effort. Later, facing isolation during the apartheid era, South Africa turned to FT synthesis from coal gasification to supply significant quantities of its hydrocarbon fuel and chemicals needs. Since then, many refinements and adjustments to the technology have been made, including catalyst development and reactor design. Depending on the source of the syngas, the technology is often referred to as coal-to-liquids (CTL) and/or gas-to-liquids (GTL). Examples of well-known CTL plants include Sasol's Sasolburg I and II plant, and examples of GTL FT processes include Shell's plant in Bintulu, Malaysia and the Pearl GTL facility in Qatar.
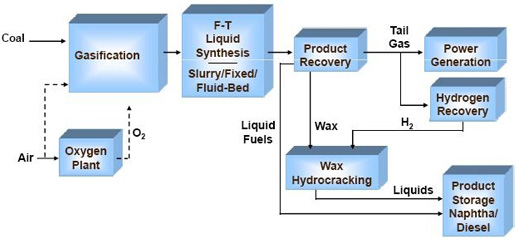
Figure 1 shows a simplified block flow diagram of a process incorporating FT synthesis. The gasification island consists of all the supporting process technologies of coal handling & feed preparation, heat recovery, syngas cleanup and conditioning, water-gas-shift, sulfur recovery, etc. The clean syngas leaving the gasification island is sent onto the FT synthesis island, where the clean shifted syngas is converted into primary products of wax, hydrocarbon condensate, tail gas, and reaction water. The wax is sent on to an upgrading unit for hydrocracking in the presence of hydrogen, where it is chemically split into smaller molecular weight hydrocarbon liquids. A hydrogen recovery unit is used to extract the required quantity of hydrogen from the tail gas as shown, or alternatively from the feed syngas stream. The reaction products, along with that from the upgrading section, are fractionated into the final products of diesel, naphtha, and other light ends, depending on the desired product mix. The production facility is supported by several utility plants, including the power train.
Figure 1: Simplified F-T Synthesis-based Production Scheme
Chemistry
The Fischer-Tropsch process is a catalytic chemical reaction in which carbon monoxide (CO) and hydrogen (H2) in the syngas are converted into hydrocarbons of various molecular weights according to the following equation:
(2n+1) H2 + n CO → Cn H(2n+2) + n H2O
Where n is an integer. Thus, for n=1, the reaction represents the formation of methane, which in most CTL or GTL applications is considered an undesirable byproduct. The Fischer-Tropsch process conditions are usually chosen to maximize the formation of higher molecular weight hydrocarbon liquid fuels which are higher value products. There are other side reactions taking place in the process, among which the water-gas-shift reaction
CO + H2O → H2 + CO2
is predominant. Depending on the catalyst, temperature, and type of process employed, hydrocarbons ranging from methane to higher molecular paraffins and olefins can be obtained. Small amounts of low molecular weight oxygenates (e.g., alcohol and organic acids) are also formed. The Fischer-Tropsch synthesis reaction, in theory, is a condensation polymerization reaction of CO. Its products obey a well-defined molecular weight distribution according to a relationship known as Shultz-Flory distribution.
Catalysts
Catalysts considered for Fischer-Tropsch synthesis are based on transition metals of iron, cobalt, nickel and ruthenium. FT catalyst development has largely been focused on the preference for high molecular weight linear alkanes and diesel fuels production. Among these catalysts, it is generally known that:
Nickel (Ni) tends to promote methane formation, as in a methanation process; thus generally it is not desirable
Iron (Fe) is relatively low cost and has a higher water-gas-shift activity, and is therefore more suitable for a lower hydrogen/carbon monoxide ratio (H2/CO) syngas such as those derived from coal gasification
Cobalt (Co) is more active, and generally preferred over ruthenium (Ru) because of the prohibitively high cost of Ru
In comparison to iron, Co has much less water-gas-shift activity, and is much more costly.
Given these constraints, commercially available FT catalysts are either cobalt or iron based. In addition to the active metal, the Fe catalysts at least typically contain a number of promoters, including potassium and copper, as well as high surface area binders/supports such as silica and/or alumina.
Only iron-based FT catalysts are currently used commercially for converting coal-derived syngas into FT liquids, given Fe catalyst's inherent water gas shift capability to increase the H2/CO ratio of coal-derived syngas, thereby improving hydrocarbon product yields in the FT synthesis. Fe catalysts may be operated in both high-temperature regime (300-350°C) and low-temperature regime (220-270°C), whereas Co catalysts are only used in the low-temperature range. This is a consequence of higher temperatures causing more methane formation, which is worse for Co compared to Fe.
Co catalysts are 230 times more expensive than Fe but are a useful alternative to Fe catalysts for FT synthesis because they demonstrate activity at lower synthesis pressures, so higher catalyst costs can be offset by lower operating costs. Also, coke deposition rate is higher for Fe catalyst than Co catalyst; consequently, Co catalysts have longer lifetimes. Co catalysts have a long lifetime/greater activity; i.e., Co catalysts are replaced less frequently.
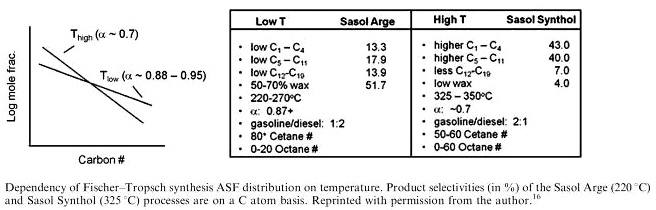
Although there are differences in the product distribution of Co and Fe catalysts at similar temperatures and pressures (e.g. at 30 atm and 240°C a Co catalyst has somewhat higher selectivity for heavier hydrocarbons than Fe would have) the product distribution is primarily driven by the choice of operating temperature: high temperature results in gasoline/diesel ratio of 2:1; low temperature results in gasoline/diesel 1:2 more or less no matter if the catalyst if Fe or Co. Higher temperatures shift selectivity towards lower carbon number products and more hydrogenated products; branching increases and secondary products such as ketones and aromatics also increase. This is reflected in the following graphic1
So, in short it is observed that low temperatures yield high molecular mass linear waxes while high temperatures produce gasoline and low molecular weight olefins. If maximizing the gasoline product fraction, it is best to use an iron catalyst at a high temperature in a fixed fluid bed reactor. If maximizing the diesel product fraction, a slurry reactor with a cobalt catalyst is the best choice (see following discussion on reactor types).
Both Fe and Co FT catalysts are sensitive to the presence of sulfur compounds in the syngas and can be poisoned by them. However, the sensitivity of the catalyst to sulfur is higher for Co-based catalysts than for their iron counterparts. This is one reason why Co catalysts are preferred for FT synthesis with natural gas derived syngas, where the syngas has a higher H2:CO ratio and is relatively lower in sulfur content; Fe catalysts are preferred for lower quality feedstocks such as coal.
F-T Reactors
The Fischer-Tropsch reaction is highly exothermic; therefore heat removal is an important factor in the design of a commercial reactor. In general, three different types of reactor design might be used for FT synthesis:
Fixed bed reactor
Fluidized bed reactor
Slurry bed reactor.
All three types of reactors have been used commercially. The multitubular fixed-bed reactors, known as Arge reactors, were developed jointly by Lurgi and Ruhrchemie and commissioned in the 1955. They were used by Sasol to produce heavy FT liquid hydrocarbons and waxes in Sasolburg, in what Sasol termed their Low-Temperature FT Synthesis Process, aiming for liquid fuels production. Most, if not all, of these types of Arge reactors are now be replaced by slurry-bed reactors, which is considered the state-of-the-art technology for low temperature FT synthesis. Slurry-bed FT reactors offer better temperature control and higher conversion. Slurry-bed FT reactors are also being developed by other Fischer-Tropsch technology vendors, namely Exxon and Shell.
Fluidized-bed FT reactors were developed for high temperature FT synthesis to produce low molecular gaseous hydrocarbons and gasoline. It was originally developed in a circulating mode, e.g., Sasol's Synthol reactors, and they have since been replaced by a fixed fluidized bed type of design called Advanced Synthol reactors. These types of reactors have high throughputs.