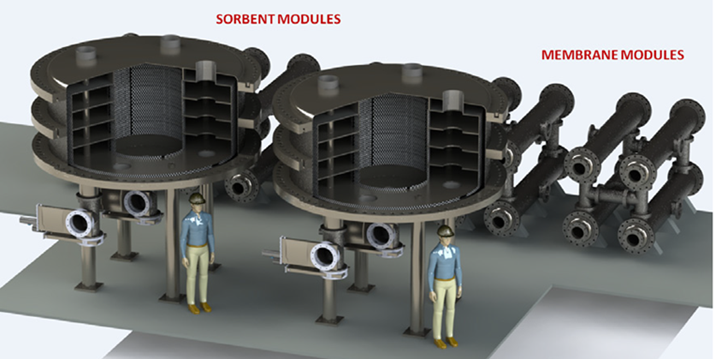
TDA Research Inc. will work with Membrane Technology and Research, Inc. (MTR), Technology Centre Mongstad (TCM), Gas Technology Institute, and the University of California Irvine to design, construct, and operate an engineering-scale (1 MWe) hybrid post-combustion carbon dioxide (CO2) capture system, combining a polymeric membrane and a low-temperature physical absorbent. The polymer membrane removes the bulk of the CO2 in the flue gas across a relatively low pressure gradient, reducing the power consumption and cost of capture. The membrane residue gas is further treated by the sorbent, ensuring greater than 90 percent CO2 capture overall. The sorbent is regenerated using the coal boiler air intake, and the CO2-laden air is fed to the boiler, generating a CO2-rich flue gas that further increases the driving force across the membrane. In a previous U.S. Department of Energy (DOE)-funded Small Business Innovative Research project, the sorbent formulation was optimized and operation of the hybrid process was evaluated at bench scale using a slipstream of actual coal-derived flue gas. A preliminary techno-economic analysis (TEA) showed a substantial improvement in net plant efficiency (~3.5 percent increase on higher heating value basis) compared with the state-of-the-art amine-based CO2 capture system. For this project, the team will design a 1-MWe modular pilot unit with the support of computational fluid dynamic simulations. Based on the final design details, the membrane-sorbent hybrid test unit will be fabricated, following modifications to MTR’s existing 1-MWe two-stage membrane skid and the construction of TDA’s modular sorbent skid. A 9- to 12-month test campaign will be performed at TCM on the field unit using an industrial flue gas that closely resembles coal-fired flue gas to evaluate the system’s performance at different operating conditions and achieve a minimum of 6,000 hours of continuous operation. The test results will be used to update the membrane performance data and the TEA, as well as to provide an environmental health and safety assessment for the technology.
Principal Investigator
Gokhan Alptekin
galptekin@tda.com
Project Benefits
The hybridization of the membrane and sorbent technologies reduces the overall energy intake of the process compared to an all-membrane process without sacrificing carbon capture efficiency, resulting in a more cost-effective system. In addition, sorbent regeneration via the boiler feed air sweep instead of vacuum regeneration results in a simpler system and a very efficient sorbent cycle that can remove the CO2 with a low energy penalty. The hybrid CO2 capture system has the potential for achieving DOE’s target of $30 per tonne of CO2 captured for transformational technologies with future improvements.
Website
TDA Research, Inc.
http://tda.com/