
Business

Business
The goal is to reduce drilling costs by developing technologies that significantly increase rate of penetration (ROP), which reduces overall drilling time. The objective is to develop a drilling system that utilizes high-pressure water jets to improve the ability of PDC diamond bit cutters to remove rock, enabling the system to drill three to five times faster than conventional bit systems, whereby reducing drilling costs by 25 to 50 percent.
Maurer Technology, Inc. – Project management and all research products
Location:
Sugar Land, TX 77018
Catoosa, OK
Casper, Wyoming
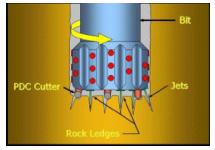
Conventional drilling employs bit jets to aid in cleaning the hole of drill cuttings, but the stream of drilling fluid from these jets does not have sufficient velocity to actually erode the rock layers being drilled. Jet-assisted drilling employs specially designed jets and a high-pressure pump to create streams of drilling fluid traveling at velocities high enough to erode the rock. The jets are used to cut slots in the rock at the bottom of the hole so that diamond cutters can easily break off the rock ledges between these slots.
During the 1950’s, the Russians conducted extensive laboratory tests that showed the high-pressure (HP) jet bits can effectively drill hard rocks. In the 1960’s and 1970’s, Exxon, Shell, and Gulf conducted extensive full-scale field tests that demonstrated that high-pressure bits operating at pressures of 10,000 to 15,000 psi can increase drilling rates two- to four-fold in many oil wells. Unfortunately at that time, the pumps capable of sustained high pressure output were not available, nor could the drill-string to transport the fluid at high pressures without creating holes at connected joints.
Originally the high-pressure fluid was to be transmitted to a high-pressure motor at the bottom of the hole through concentric coiled tubing. This approach avoids problems with leakage from drill-pipe tool joints and significantly reduces overall pump power requirements. Phase I of this project was to perform a system analysis to determine if it is technically feasible to develop such a high-pressure drilling system, while Phase II was the development of a prototype system.
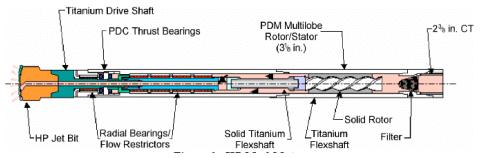
A major component of the system is a specially designed downhole mud motor conveyed into the hole with HP coiled tubing. The motor assembly is equipped with a modified power section, diamond thrust bearings, and a HP labyrinth seal system. The modifications allow operating at high pressures and with high down-thrust resulting from large pressure drops across the bit and motor. The fit between the stator and rotor has been changed to compensate for high internal pressures. A titanium flexshaft allows for the motor eccentricity during rotation and is able to transmit the high down-thrust loads produced by the stator. These loads are supported and transferred into the motor housing through the diamond thrust bearings. Made from polycrystalline diamond compact (PDC), these bearings allow for much higher thrust loads than conventional ball bearings (16,800 pounds versus 5,800 pounds), significantly increasing motor life and reliability. Mud motors must seal the bit pressure drop at the bottom of the motor. High-pressure labyrinth seals developed for this system allow reliable operation at pressures as great as 10,000 psi. About 10 percent of the HP fluid is diverted through the diamond bearings to cool and lubricate them, while the remaining fluid passes through jets in the drill bit.
Bits for the project, designed and manufactured by DPI, are conventional PDC bits to which HP nozzles directed at specific points on the rock face have been added. These bits were tested in the laboratory to check for effective placement of the jets. Jet placement is critical in optimizing penetration rate.
Jet assisted drilling has been shown in this project to significantly increase drilling rate over conventional drilling systems. Also, the modifications to the existing drilling equipment and infrastructure would require minimal cost. However, due to slow uptake and acceptance, the immediate impact to recovery of oil and gas will not be as significant as originally anticipated. When fully tested and commercialized, the high pressure drilling system can be economically used to increase drilling efficiency.
A field test of the HP jet-assisted drilling system was conducted at Gas Technology Institute’s Catoosa test site in February 2002. A coiled-tubing rig was set up to deploy the system into a test well and the HP drilling fluid was to be supplied by a large frac truck. Rigging up the bottom-hole assembly (BHA) was very difficult because the coiled tubing drilling system does not include a rotary table and derrick and the portable hydraulic tongs used to tighten joints between the BHA components did not work very well. After the BHA was made up it could not be run all the way to the bottom of the well because the coiled tubing had expanded due to a combination of the high pressure and fatigue from spooling on and off the reel. This operation had to be ended before the system could be tested.
Because the operational performance of the system was not gauged during the Catoosa test, a second field test was carried out at the U.S. DOE Rocky Mountain Oilfield Test Center in Wyoming, following modifications to critical rig components to allow operations at 10,000 psi. A 10,000 psi surface mud pump was installed as well.
The test drilled out of seven-inch casing set at approximately 4,200 feet using a 4¾-inch HP motor and a six-inch HP bit with 3.5 inch high-pressure double-shouldered drill pipe. Drill pipe was chosen over the original coiled tubing concept since current technology has allowed high pressure drill pipe to be developed and coiled tubing was shown to be a higher risk from the previous Catoosa test.
The RMOTC test commenced on March 24, 2004 but a number of rig equipment problems related to the high-pressure operations delayed drilling of the test section. Drilling commenced and preliminary data showed that the high-pressure jet-assisted drilling system, in limestone and sandstone lithologies, drilled approximately four to eight times faster than the conventional drilling systems used to drill surrounding wells. The preliminary analysis supports the idea that the system shows promise in reaching project objectives. During the drilling test, the high-pressure jets were either washed out or blown out, and the project was in the process of redesigning a new bit design before the project was terminated prior to fulfilling the overall objectives. These results highlight the uncertainty and risk of field demonstration research in the DOE-FE oil and gas programs.
and Remaining Tasks:
Though technically the objectives showed promise, due to the lack of support and acceptance by industry this project was terminated.
$3,388,937
$1,687,134
NETL – John D. Rogers (jrogers@netl.doe.gov or 304-285-4880)
Maurer – William Maurer (wmaurer@noblecorp.com or 713-683-8227)
Final Report [PDF- 16052KB] - June 2005
Coiled Tubing High Pressure Jet Drilling System [PDF] - Maurer Engineering report and images
System Diagram


{kind=link}