GreatPoint Energy, a technology development firm that operated from 2005 until it went out of business in 2019, developed a process technology called Bluegas™, to convert coal and other carbonaceous materials to synthetic natural gas (SNG). In contrast to conventional coal-to-SNG process (e.g., the Great Plains Synfuels Plant), which is based on non-catalytic coal gasification to first generate a syngas, then followed by water-gas-shift (WGS) and methanation reaction to produce methane, catalytic gasification offers the opportunity to combine these processes into a single step with improved thermal efficiency.
Catalytic gasification to SNG has been subjected to an extensive developmental effort by Exxon in the late 1970s to the early 1980s with funding support from the U.S. Department of Energy (DOE). With the natural gas price collapse in the mid-1980s, continued developmental efforts stopped. The original Exxon patents on the process have expired. GreatPoint Energy expanded on Exxon's developments in devising Bluegas™ technology commercialization development program.
GreatPoint Bluegas™ Process
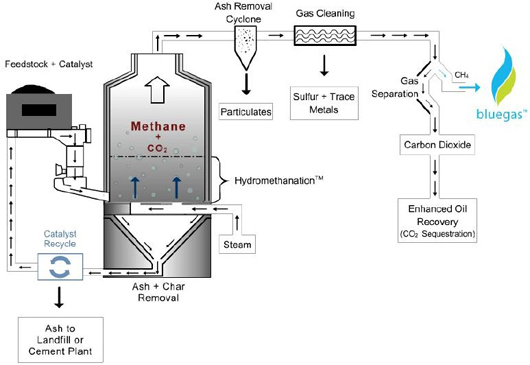
Figure 1 shows an overview of the GreatPoint Energy's Bluegas™ catalytic gasification SNG process. Partially dried coal and/or other carbonaceous feed (GreatPoint marketed the technology for biomass and petcoke application as well) is mixed/catalyzed with a proprietary catalyst solution. The catalyzed coal is then dried and transported to a fluidized-bed gasifier via a lock hopper system. Steam is also added. In the gasifier, the catalyst promotes the hydrogasification/WGS/methanation reactions to produce methane and carbon dioxide (CO2). The syngas leaving the catalytic gasifier undergoes a series of cleanup steps to remove particulates, water and acid gases followed by a separation step to recover the methane product gas. The syngas from the gasifier is not expected to contain tar, heavy oil byproducts, or volatile organic compounds (VOCs), and CO2 can be captured and sequestered.
The char withdrawn from the gasifier is processed in the catalyst recovery unit, in which the catalyst is recovered and recycled to the process. Fresh makeup catalyst solution is used to supplement catalyst losses.
Figure 1: Overview of GreatPoint Energy Bluegas™ Process
(source: Great Point Energy)
Demonstration and Early Commercialization
GreatPoint Energy's process demonstration of their Bluegas™ technology was initially conducted at the Gas Technology Institute’s (GTI) Flex-Fuel Test Facility, from 2006 to the end of 2007, using GTI’s existing fluidized-bed U-GAS gasifier of 1 ton per day (tpd) capacity. The demonstration program focused primarily on gasification testing of the process and did not include testing of other supporting processes such as gas cleanup, catalyst recovery, and/or gas recycling. Catalyst system development and recovery were carried out in a bench-scale laboratory at a different location. During this demonstration period, GreatPoint Energy operated the U-GAS gasifier (14-inch diameter and 60-foot high) at 1,200 to 1,300°F and at approximately 500 psia, and conducted test runs using sub-bituminous Powder River Basin (PRB) coal and petcoke.
GreatPoint designed, constructed, and operated a pilot facility located at Dominion's Brayton Point power plant in Somerset, Massachusetts. Facilities for coal grinding, catalyst addition, and gasification in a 100 foot reactor were available to provide model confirmation under commercial conditions. GreatPoint also conducted tests at a pilot plant at the Energy and Environmental Research Center in Grand Forks, ND to support latter efforts torwards commercial design.
GreatPoint Energy had announced $1.25 billion partnership with industrial conglomerate China Wanxiang Holding to build a large scale plant to produce 0.5% of China's projected energy needs. The first phase had been planned to begin operation in 2015 with an initial natural gas production of 30 billion cubic feet.1 However, the partnership was ultimately not able to obtain Chinese government support for the project.