Introduction
By far the most widely and extensively used intermediate for making nitrogen fertilizers is ammonia, with over 80% of world-wide ammonia production going towards synthesis of fertilizers such as urea. And by most measures, ammonia production is the largest of any bulk-produced chemical.
Most ammonia is manufactured by steam reforming of natural gas, followed by water gas shift, CO2 separation to isolate pure hydrogen, which is then reacted with nitrogen to form ammonia in the Haber-Bosch process. Because reformed natural gas results in syngas with relatively high hydrogen content, it is well-suited for ammonia synthesis. However, in regions lacking inexpensive natural gas such as China, coal gasification is a very important route for ammonia synthesis for production of fertilizers. As of 2020, out of global ammonia production of about 200 million tonnes/year, 22% used coal as the feedstock1; 79% of China's ammonia production used coal as the primary energy substance, and coal will continue to dominate the market in China in the foreseeable future.2
Ammonia and Urea Synthesis
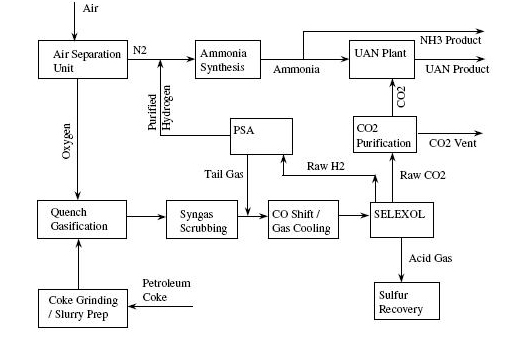
Figure 1 shows a simplified BFD of the Farmland Coke-to-Ammonia plant, to illustrate the typical flow scheme of a gasification-based ammonia and urea production process. All component technologies are extensively, commercially proven. High purity H2 is produced from coke gasification. It is combined with a high purity nitrogen (N2) stream extracted from the air separation unit (ASU) to produce ammonia according to the following reaction:
3H2 + N2 → 2NH3
∆H = - 23,400 Btu/lbmol NH3
The reaction is carried out typically between 370 and 540°C, and at high pressure (> 2,000 psi) over an iron-based catalyst to achieve reasonable conversion per pass. Ammonia synthesis is highly exothermic, and the reaction is equilibrium limited. Per pass conversion is increased by allowing the reaction to take place in successive catalyst beds, arranged as two to four adiabatic conversion stages. Some form of intercooling and/or dilution is applied between stages to allow the reaction to continue.
As an alternative to iron-based ammonia synthesis catalysts, ruthenium on graphite catalysts are offered (e.g. KBR's KAAP™ catalyst) that have intrinsic activity ten to twenty times higher than conventional magnetite (or wustite) catalyst, and which allow ammonia synthesis operation at lower pressure, i.e. 1300 psia as opposed to > 2,000 psi, which reduces design complexity and capital equipment costs. The main drawback is the relatively rapid deactivation of the catalyst from consumption of the catalyst’s carbon support.
Companies that supply the proprietary commercial technology and/or processes for ammonia synthesis include Haldor Topsoe, KBR/Haliburton, Linde/Lurgi and Uhde.
With the Farmland ammonia plant, part of the CO2 captured from the Selexol acid gas removal process is purified and reacted with a stream of the ammonia product to produce urea, according to the following reaction: