
Business

Business
The goal of this project is to develop critical technologies that will support the industry’s development of aluminum risers for ultra-deepwater drilling and production. The primary technical objective to support this project is the development of high strength, corrosion resistant weldments that connect 7XXX series aluminum riser flanges and pipes. A secondary technical objective with this project is the development of technologies that will mitigate the corrosion of 7XXX series alloys. Theses technical objectives will be accomplished by: 1) Development of a friction stir welding process to join forged 7XXX aluminum flanges with extruded 7XXX pipes. 2) Establishing a post weld heat treatment schedule for 7XXX aluminum joints to improve corrosion resistance and weld strength. 3) Exploring cold spray applications as a corrosion mitigation strategy.
Pacific Northwest National Laboratory (PNNL) – Richland, WA 99354
Commercial oil production from conventional deepwater (<7000 feet) resources has been successfully demonstrated on three separate aluminum riser systems operating in Brazilian waters. More than 12 years of continuous service at depths up to 7200 feet have shown that low strength aluminum risers are viable in seawater environments. Moving aluminum riser technology to ultradeep water (>7000 ft) requires the use of higher strength aluminum, such as 7XXX alloys, which present several critical challenges. For example, 7XXX aluminum risers were used to achieve water depths of 9,900 feet in the Perdido Oil Field, but corrosion issues encountered during the project prevented long term use of the aluminum riser string. One of the largest challenges is riser strength. The relatively low strength of aluminum alloys currently deployed in deepwater applications is insufficient for ultra-deepwater. In order to use existing deepwater riser designs (low strength aluminum) for ultra-deepwater applications, the flange and pipe wall thicknesses have to be significantly increased to support the higher tension load (due to increased depth) and increased fatigue loading inherent to longer riser strings. This added mass entirely negates all of the weight saving advantages of aluminum. Changing to 7XXX series aluminum requires development of the welding process that joins a forged flange to an extruded pipe, and post-weld heat treatment schedules to improve corrosion resistance and strength of the weld.
Another challenge is seawater corrosion. Deepwater aluminum risers rely solely on sacrificial anodes to mitigate corrosion. Industry views this approach as too risky for ultra-deepwater applications due to the increased surface area of the longer riser string and greater current fluctuations across extreme water depths. To mitigate this risk, a defense-in-depth approach is proposed where a corrosion protection strategy will employ both sacrificial anodes and a corrosion coating system applied to the fabricated riser.
Detailed financial analysis has shown that replacing steel production risers with aluminum is a promising approach to dramatically improve the economics of oil production from ultra-deepwater resources. For example, extending the offshore depth from 4000 feet to 9000 feet would cost an estimated $33M using aluminum risers compared to $200-300M with conventional steel risers. This is because the use of steel risers requires that rigs be significantly modified to increase deck load capacity, an extremely expensive proposition.
The replacement of steel with aluminum for construction of risers will greatly improve the economic feasibility of oil production from ultra-deepwater resources. Successful completion of this project will strengthen the upstream sector by enhancing the ability of the oil and gas industry to target resources that are currently beyond economic reach.
Specific benefits of aluminum risers include 34% weight reduction compared to steel, higher strength to weight ratio, lower string tensioning force, reduced deck load per foot of riser, and reduced transport costs which all lead to deeper and more cost-effective drilling capability. Despite this largely untapped global, and particularly US, opportunity for ultra-deepwater oil production, there remain significant materials, joining, and corrosion challenges that are currently preventing the deployment aluminum risers for ultra-deepwater applications. This project aims to address these technical barriers, thereby accelerating the transition from steel to aluminum production risers by industry.
Throughout this project, efforts have focused on three primary task areas: 1) Continuing to develop the weld process to improve mechanical properties, 2) continuing to develop the weld process to improve corrosion performance, and 3) develop the cold spray coating process, and chemistry of the metallic coating, to provide the highest corrosion and wear protection.
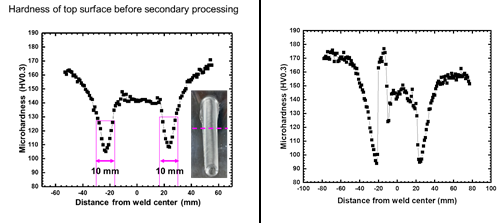
Friction Stir Welding Process Development for Strength

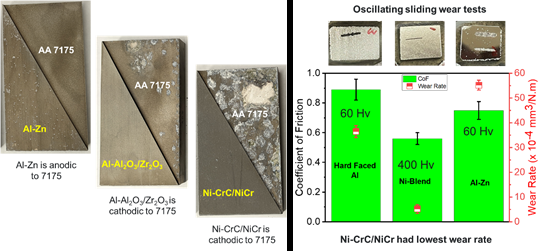
Friction Stir Weld process development for corrosion performance
Cold Spray Process development

Efforts to increase weld speed for the purpose of increasing cross weld strength properties are ongoing. With each optimization of tool design and process strategy we are observing incremental improvements in strength. In the final months of the project, we will develop the two-sided weld concept that allows speeds up to 20 inches a minute. We expect to see a significant improvement in strength using this strategy.
From a corrosion performance perspective, we are wrapping up the research efforts around optimizing the Cold Spray Ni-CrC/NiCr chemistry as the best coating material. Cold spray process parameters are being collected and optimized for tech transfer to a field service provider as part of the corrosion and wear protection strategy.
The subtask to reset the microstructure of the HAZ on the outside diameter of the pipe on each side of the weld has potential to be a game changing technique (even potentially to “fix” the HAZ of a fusion welded pipe). During the remaining project performance period we will develop this post weld technique and measure the effect on generalized and localized corrosion and pitting through ASTM seawater corrosion testing trials.
$1,500,000.00
$0.00
NETL: David Cercone (david.cercone@netl.doe.gov or 412-386-6571)
PNNL: Glenn Grant (glenn.grant@pnnl.gov or 509-375-6890)

