
Business

Business
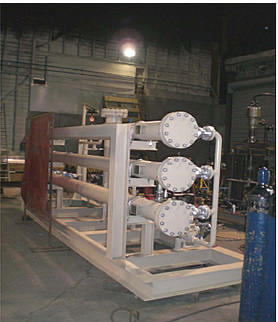
The purpose of this project is to demonstrate the operating reliability of a complete pilot-scale membrane system to recover natural gas liquids (NGL) and remove water from associated natural gas at a gas treatment plant.
Membrane Technology and Research, Inc., Menlo Park, CA 94025
(Field Test Location: Pascagoula, Mississippi)
The project addresses the issues of recovery of natural gas liquids (NGL) and removal of water from raw natural gas. To address these issues Membrane Technology and Research, Inc. (MTR) designed and fabricated a 3-million scfd membrane system unit to recover natural gas liquids (NGL) and remove water from raw natural gas. The initial membrane system was installed and operated by British Petroleum (BP) with partial support for the field demonstration and installation of the unit provided by the Gas Research Institute. The unit is currently undergoing an extended field test to demonstrate system performance under real-world conditions. The results from this field test should convince industry users of the efficiency and reliability of the process. The gas processed by the membrane system meets pipeline specifications for dew point and Btu value and can be delivered without further treatment to the pipeline.
Benefits
Based on data from prior membrane module tests, the process is likely to be significantly less expensive than glycol dehydration followed by propane refrigeration, the principal competitive technology. At the end of this demonstration project the process should be ready for commercialization. The route to commercialization is being developed during this project and involves collaboration with other companies already servicing the natural gas processing industry.
Summary
Demonstration of this equipment has been underway for some time and is drawing to a close. During 2006, specific accomplishments is support of the project included:

(October 2007)
Final report has been completed and project is completed.
NETL – Traci Rodosta (traci.rodosta@netl.doe.gov or 304-285-1345)
MTR – Dr. Kaaeid Lokhandwala (kaaeid@mtrinc.com or 650-328-2228)
Final Report - “Field Demonstration of a Membrane Process to Recover Heavy Hydrocarbons and Remove Water from Natural Gas” [PDF-2.74MB]
References
Kaaeid Lokhandwala, Ankur Jariwala, and Richard W. Baker, R.W., “Only raw sour gas available for engine fuel? Proven membrane process cleans gas for engines,” presentation at The 56th Laurance Reid Gas Conditioning Conference, Norman, OK, February 27 - March 1, 2006.
Kaaeid Lokhandwala, Ankur Jariwala, and Richard W. Baker, R.W., “Only raw sour gas available for engine fuel? Proven membrane process cleans gas for engines,” presentation at Gas Processors’ Association (GPA) Annual Meeting, Grapevine (near Dallas), TX, March 5-8, 2006.

