
Business

Business
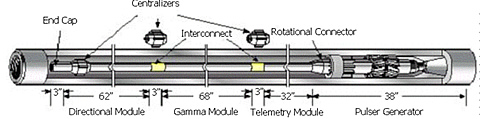
The goal was to develop and test a mud-pulse measurement-while-drilling (MWD) tool for oil and gas drilling operations that includes a gamma-ray detector for formation identification and triaxial accelerometer and magnetometer suites to provide directional data. The tool will reliably operate at downhole temperatures as high as 195ºC (383ºF) using conventional off-the-shelf electronic components.
Maurer Technology, Inc. – Project management
Sperry-Sun – MWD tools and components acquired By Halliburton Energy Services
Location:
Houston, Texas 77018
Sugar Land, Texas
Lavaca County, Texas
This project was designed in two phases. The first task of Phase I was to identify the critical components of existing MWD systems that could not operate at 195ºC. If high-temperature replacement components could not be identified, new designs were to be developed that either eliminated the need for the unavailable components or employed some form of cooling to keep the components at an acceptable operating temperature. The new designs and components were then to be tested in the laboratory. The final task of Phase I was to assemble two high-temperature MWD prototype tools and test each in at least one low-temperature well to verify total system performance. Phase II, conditional on a successful completion of Phase I, was to test the two new prototype tools in wells where bottom-hole temperatures were 195ºC (or the highest temperatures attainable). Phase I was completed and Phase II was not undertaken.
This project was originally co-proposed by Maurer Technology Inc. and Halliburton Energy Services (HES) through its Halliburton Drilling Systems Division. Early in the project, HES and Dresser Industries merged and circumstances changed such that the technologies managed under this project fell under the organizational jurisdiction of Sperry Sun, a former Dresser Industries company with MWD tool technology that was different than HES. After some organizational delays due the merger, Sperry Sun took over responsibility and constructed two prototype MWD tools that were successfully tested in the laboratory at 195ºC and then field-tested. However, some of the work undertaken by HES prior to the merger was no longer relevant given the state of Sperry-Sun technology.
This project showed that current electronic technology is not sufficient to develop tools to explore and produce deep high temperature (HT) gas resources. The projects provided the impetus for industry and DOE to partner resources and initiate a program to develop high temperature electronic components.
The field test of the two prototype 195ºC MWD tools was conducted in Lavaca County, Texas. The purpose of this operation was to provide directional services on a sidetrack of a straight hole designed to intersect the producing formation up-dip and above the water/gas interface. Although the MWD tool pulsers failed downhole in both tools, failure of the pulsers was determined to be from mechanical rather than electrical causes.
In the early stages of the project, Halliburton was successful in finding several components that demonstrated improved high-temperature performance. A major concern at the onset of the project was the performance of the microprocessor and memory chips. Halliburton located a hybrid chip manufactured by ELCON Technology of Phoenix, Arizona, that was successfully tested at 200ºC for over 700 hours. However, since the chip did not fit Sperry Sun’s configuration, it was not considered in subsequent development.
Halliburton also managed analytical and experimental research on an active cooling system for a MWD tool. APS Technology developed an analytical model to simulate cooling of a MWD system and a dummy board, using resistance heating to simulate electrical components. Thermoelectric coolers (TEC) were used to remove heat from within a pressure barrel containing the dummy MWD board assembly, which was operated in an oil bath. The oil bath represented fluids in a hot well just as the dummy board represented the heat generated by MWD components. Results indicated that the TEC could keep the board cool in wells that are 195ºC, but would consume considerable electrical power; thus requiring the use of a turbine generator. This would increase both the cost and size of the tool while decreasing its operating flexibility.
One of this project’s achievements was an overall improvement in Sperry Sun’s current MWD tool as a direct result of work performed under this project. Several improvements were implemented in “O” ring selection, oil selection, and other areas of the pulser component’s design. Work on the magnetometer resulted in upgrades to the design of Sperry Sun’s existing magnetometers. Software changes that were required in the downhole code and tool programming code provided another opportunity to improve the robustness of the downhole tool string. These improvements have resulted in longer life and a more robust MWD tool at the previous temperature rating of 175ºC, as well as at higher temperatures.
Sperry-Sun’s analysis of the economics of the 195ºC tool highlights the greatest obstacle to future commercialization. The cost to temperature-screen individual components, subassemblies, and completed tools for high-temperature operations are very high. At the same time, high-temperature tools enjoy a relatively short life – on the order of 300 hours. This translates into a daily cost that is three to five times more than that of a conventional tool.
Increasing the operating temperature of current MWD tools to 195ºC and above will require development of a new platform for the electronics used in these tools. DOE leadership and partnership with industry can play a significant role in encouraging the development of high-temperature MWD tools to prepare for the future.
This project has been completed.
$927,790
$453,878
NETL – John D. Rogers (jrogers@netl.doe.gov or 304-285-4880)
Maurer – William McDonald (wmcdonald@noblecorp.com or 281-276-6719)
Final Report [PDF-2408KB]
Project Images [PDF-651KB]
Cohen, John , John D. Rogers, Eric Malcore and James Estep:” The Quest for High Temperature MWD and LWD Tools,” Gas Tips, Fall 2002 Volume 8 Number 4 page 8

