Business

Business
The goal of this project is to improve the lifetime and operating efficiency of filters used for wastewater treatment (including desalination). The specific objectives are to develop innovative processes and novel cleaning agents for water treatment facilities designed to remove fouling materials and restore microfilter and reverse osmosis (RO) membrane performance.
Texas Engineering Experiment Station, GPRI-Department of Petroleum Engineering, Texas A&M University, College Station, TX
Argonne National Laboratory (ANL), Washington, DC
Results
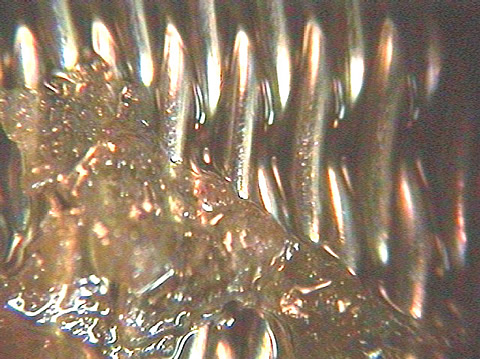
Oil and suspended solids content were removed effectively with membrane treatment (content was measured using turbidity and oil in water measurements taken periodically). The test results showed that an ultrafiltration membrane provided turbidity removal of over 99% and oil removal of 78% for the produced-water samples. The results indicated that the ultrafiltration membranes would be effective as one of the first steps in purifying the water.
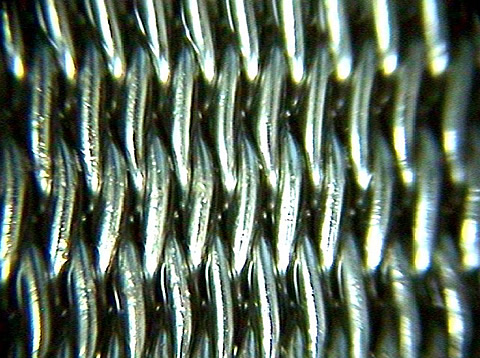
Membrane cleaning of produced water fouled membranes was then performed using test emulsion cleaning solutions. Physical cleaning factors on cleaning were studied for the emulsion solution along with the multiple membranes of the same polyvinyl diflouride material but different nominal separation characteristics or manufacturers.
In the first series of cleaning experiments, the differences between the micelle micro emulsion solutions were tested. Each test was conducted on the same membrane under the identical cleaning parameters of flow rates and time. Experiments were conducted using the best two micelle solutions from the first test series and performing three sets of flow experiments. In the first set, only flow rate of the cleaning solution was changed within the set. In the second set, flow rate and membrane were both changed. In the third set flow rate, cleaning formula, and membrane were changed with all other cleaning parameters kept the same as the first test series. Those experiments tested the effects of shear stress on cleaning solution effectiveness. This series of tests also considered whether the different formulas had different or corresponding effect on cleaning performance and flow rate effect and whether the different membranes showed similar performance trends.
The brine results show removal efficiency between 95.7% to 99.8% for all three membranes and under all experimental conditions. Oil removal ranged from 47.3% to 97.3% and is heavily influenced by TMP and flow rate. The cleaning experiments show that the chemical composition has the most influence on the effectiveness, with formulas 50406B, 50928A, and 50928C showing best results. They also indicate the increasing cleaning flow rate improved performance until the cleaning solution starting fouling the membrane. Increasing rinse flow rate had little effect and rinse flow time improved effectiveness slightly.
The brine results indicate that BN membrane performed best for removal efficiency and flux and the PTI membrane performed better at lower flow rates for a specific transmembrane pressure. The cleaning solution provides efficient cleaning, but controlling temperature above 20 °C will be necessary for most efficient operation. The data showed that the use of the new type of cleaning agent was a feasible alternative to traditional means of restoring flux in membrane systems. Specifically the data showed that a micelle solution to clean the produced water-fouled membranes was a feasible and effective method. The study shows that the micelle solution performed better than acidic and basic solutions reported in the literature for this type of foulant. The study also showed with further adjustment of the micelle solution the cleaning effectiveness could be optimized for an ambient temperature cleaning of membranes.
Benefits
Products developed through this type of research already have been successfully commercialized. Chevron Corp. products save North Slope operators more than $8,000,000 annually. Introduction of a new Texas A&M process to the commercial water treatment industry is expected to be just as readily accepted. Industry partners will assist in a licensing and commercialization program led by the Texas A&M Technology & Licensing Department. The potential licensee are CHB Chemical Specialties, LLP, and a Texas corporation planning to commercialize the product.
Ultrafiltration membranes are being considered by industry for oil and water separations in produced-water management. Use of these new membranes and cleaning with new types of chemical cleaning solutions provide an economical pretreatment of the brine by reducing cleaning time and cost for oily water fouled membranes. The separation and cleaning efficiency of the new membranes and cleaning solution are being tested, first in small scale membrane cells, then in full-size membranes installed on a mobile desalination unit destined for field deployment
Produced water is a major waste generated at oil and natural gas wells in the United States. This water could be a possible source of new fresh water to meet the growing demands of states after treatment and purification. Treatment of produced water with an ultrafiltration membrane will be the first step of the project. Testing is being performed on small-scale membrane testing equipment to optimize chemical performance.
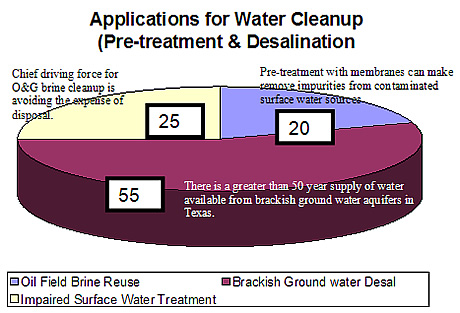
The commercial market for membrane cleaning systems is much larger than just oilfield brine desalination. Many municipal facilities are adopting membrane processes as “tertiary treatment” to meet Environmental Protection Agency mandates for removal of pathogens in drinking water that are resistant to traditional disinfectants such as chlorine.
Summary
This project serves as an important extension of the Department of Energy program just completed at Texas A&M. The A&M program represents the first comprehensive study of the treatment and reuse of oilfield brine for beneficial purposes. The companion study has provided the design of brine desalination processes and the operation of field filtration units. This project on membrane cleaning will be completed when researchers have written a set of documented engineering reports describing how to effectively operate water treatment facilities used to treat produced water. There will be two major findings representing the major deliverables coming from our work:
The experiments and analysis of those experiments gave comparisons on which membrane type was cleaned more effectively. The set of experiments consisted of the baseline test conditions with changing only the membrane type and utilizing the same emulsion solution. The analysis also included an assessment of whether different membranes showed different results for rinsing effects or cleaning flow rates. This analysis tested the suitability of the emulsion solution for a wide variety of polyvinyl diflouride ultrafiltration membranes. The analysis also evaluated the effect of membrane cleaning at ambient conditions as compared with elevated temperatures.
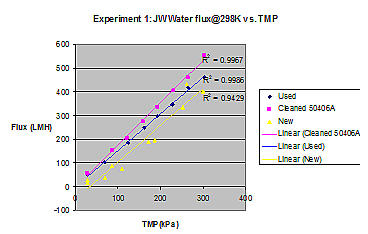
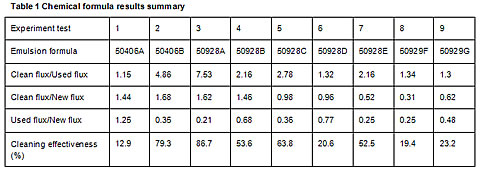
Graphs similar to the one shown above were utilized to compare and analyze each individual experiment and to calculate the average ratios of cleaned to used, cleaned to new, used to new, and cleaning effectiveness as percentage of unclean to clean. The ratios are averaged over the three different points on the flux curve and provided in Table 1.
(February 2008)
This research project has been completed. New cleanup systems are being tested in Texas A&M’s pilot plant. The final report is listed below under "Additional Information".
A final objective was to test the chemical cleaning process in field applications. Cleaning agents were tested on both UF and RO membranes under a number of field conditions. Several of the cleaning tests were performed at the pilot plant after testing and return of the membranes from the field. The project activities have been concluded but more work is planned to further develop the new cleaning technology and to provide its advantages to commercial facilities in the public sector.
The brine results show removal efficiency between 95.7% to 99.8% for all three membranes and under all experimental conditions. Oil removal ranged from 47.3% to 97.3% and is heavily influenced by TMP and flow rate. The cleaning experiments show that the chemical composition has the most influence on the effectiveness, with formulas 50406B, 50928A, and 50928C showing best results. They also indicate the increasing cleaning flow rate improved performance until the cleaning solution starting fouling the membrane. Increasing rinse flow rate had little effect and rinse flow time improved effectiveness slightly.
Funding
The project was selected under DE-PS26-04NT15460-02, Produced Water Management.
$384,371
$150,000 (25% of total)
Other Government Organizations Involved: ANL
NETL - Jesse Garcia (jesse.garcia@netl.doe.gov or 918-699-2036)
TEES- David Burnett (burnett@pe.tamu.edu or 979-845-4678)
Final Project Report [PDF]