Catalysts are commonly used in the chemical and petroleum industries to increase reaction rates, sometimes making certain previously unachievable products possible. Acids, through donated protons (H+), are common reaction catalysts, especially in organic chemistry (catalysts take part in the reaction but are not consumed). Many metals like platinum, iron, or nickel, also have catalytic activity. Metal catalysts are used in automobile catalytic converters to reform carbon monoxide (CO) and nitric oxide pollutants, for example.
Great Point Energy devised a catalytic gasification system called Bluegas™ technology, which evolved from development efforts by Exxon and the U.S. Department of Energy (DOE) in the 1970s and 80s.
Catalysts in Gasification
Catalysts can be used to enhance the reactions involved in gasification. Many gasifiers must operate at high temperatures so that the gasification reactions will proceed at reasonable rates. Unfortunately, high temperatures can sometimes necessitate special gasifier materials (see discussion on refractory research and development), extra energy input, and cause efficiency losses if heat cannot be reclaimed. One particular problem area is the temperature gap between gasifier and syngas clean-up, which can be several hundred degrees Celsius. Having to drop the syngas temperature so drastically introduces efficiency losses. Approaches to combat this include research into warm gas clean-up and the use of catalysts to lower gasifier operating temperatures.
Alkali metal salts of weak acids (like potassium carbonate [K2CO3], sodium carbonate [Na2CO3], potassium sulfide [K2S], and sodium sulfide [Na2S]) can catalyze steam gasification of coal. In the early 1970s, research confirmed that 10-20% by weight K2CO3 could lower acceptable bituminous coal gasifier temperatures from 925°C to 700°C and that the catalyst could be introduced to the gasifier impregnated on coal or char. The field of catalysis (study of catalysts and their use) is large and this is just one example. Catalysts that have been used for years in petroleum refining have found use in gasification as well, again to lower operating temperatures.
Catalysts can also be used to favor or suppress the formation of certain components in the syngas product. The primary constituents of syngas are hydrogen (H2) and CO, but other products like methane are formed in small amounts. Catalytic gasification can be used to either promote methane formation (a form of which is steam hydrogasification), or suppress it.
One recent project, a collaboration between NETL and Research Triangle Institute (RTI), focuses on the catalytic gasification of coal to produce SNG and electricity. The project factsheet (March 2009) describes the project in more detail.
Disadvantages of catalytic gasification include increased materials costs for the catalyst itself, as well as diminishing catalyst performance over time. Catalysts can be recycled, but their performance tends to diminish with age. The relative difficulty in reclaiming and recycling the catalyst can also be a disadvantage. For example, the K2CO3 catalyst described above can be recovered from spent char with a simple water wash, but some catalysts may not be so accommodating. In addition to age, catalysts can also be diminished by poisoning. Many catalysts are sensitive to particular chemical species which bond with the catalyst or alter it in such a way that it no longer functions. Sulfur, for example, can poison several types of catalysts including nickel, iron, palladium and platinum.
Demonstration and Early Commercialization
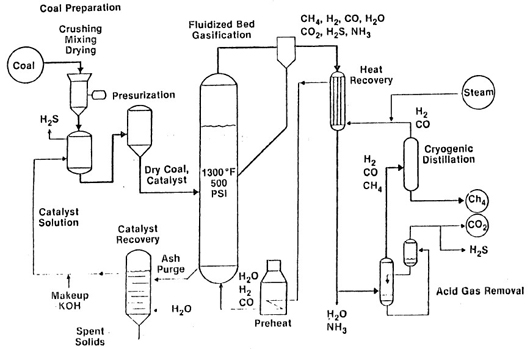
Exxon built and operated a process development unit (PDU) to demonstrate the performance of their catalytic coal gasification to synthetic natural gas (SNG) process at Baytown, Texas, in 1979, using bituminous Illinois No. 6 coal. Figure 1 shows a simplified flow diagram of this 1-ton-per-day (tpd) PDU plant. The PDU was fully integrated and included facilities for coal preparation, gasification, gas cleanup, methane recovery by cryogenic separation, recycled gas compression/heating, and catalyst recovery. The gasifier was operated at 1,280°F and 500 psig, using 10 to 20 wt% of potassium salts as the catalyst system, at a nominal combined coal/catalyst feed rate of 132 lbs/hr. High pressure steam was also fed at a typical steam/coal ratio of 1.9. Demonstrated carbon conversion is at 85 to 90%, with average methane content in the product gas of about 21%.
Figure 1: A Simplified Flow Diagram of Exxon PDU
(source: Exxon Research and Engineering Company)