9.3 Carbon Dioxide Capture Technology Options
All gasification-based conversion processes require removal of hydrogen sulfide (H2S; an acid gas) from the syngas as part of the overall plant configuration. Typical acid gas removal (AGR) processes employed for gasification design are either a chemical solvent system (e.g., methyl diethanolamine [MDEA]) or a physical solvent system (e.g., Rectisol or Selexol). Process selection is mostly dependent on the gasifier type chosen in the plant configuration, syngas cleanup requirements, and costs. Conventional chemical/physical AGR processes using MDEA, Rectisol or Selexol are commercially proven technologies and can be designed for selective removal of carbon dioxide (CO2) (also an acid gas), in addition to H2S, from a syngas stream. For significant capture of CO2 from a gasification plant (e.g., > 80%) the carbon monoxide (CO) in the syngas must first be converted to CO2 and hydrogen (H2) via a water-gas-shift (WGS) process upstream of the AGR plant.
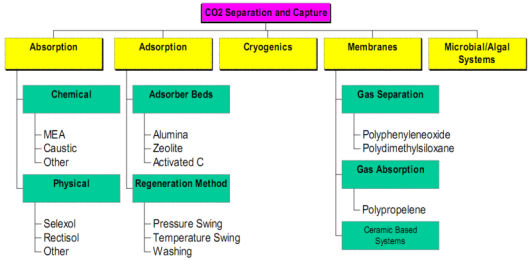
It should be noted that in addition to the well-used chemical/physical processes such as MEA, Selexol and Rectisol for CO2 removal from process gas streams, a whole range of other technologies are at varying levels of implementation, investigation and development, as shown in the following chart.
For gasification applications, or integrated gasification combined cycle (IGCC), the plant modifications required to add CO2 capture are minimal. The syngas produced by the gasifiers needs to be treated through various processes for the removal of impurities already in the gas stream, so all that is required to remove CO2 is to add the necessary equipment, an absorber and regenerator, to this process train. In combustion applications, modifications must be done to the exhaust stack and because of the lower concentrations of CO2 present in the exhaust, much larger volumes of total gas require processing, necessitating larger and more expensive equipment.
Carbon Dioxide




