The Great Plains Synfuels Plant (GPSP) in Beulah, North Dakota has been in operation producing synthetic natural gas (SNG) from lignite coal for 25 years and remains the only coal-to-SNG facility in the United States. In addition to the production of SNG, the plant also produces high purity carbon dioxide (CO2), which is distributed through a pipeline to end users in Canada for enhanced oil recovery (EOR) operations. The plant also produces and sells anhydrous ammonia, as well as the following byproducts: ammonium sulfate, krypton, xenon, dephenolized cresylic acid, liquid nitrogen, phenol, and naphtha, most of the last of which is burned as fuel in plant boilers.
Plant Description
A total of 16,000 tons per day (tpd) of lignite are gasified in 14 Lurgi Mark IV gasifiers. The gasifiers themselves are cylindrical pressure vessels which are 40 feet high and 13 feet in diameter. Oxygen (O2), produced by an air separation unit (ASU), and steam are fed into the gasifiers beneath the coal reaction bed, resulting in combustion temperatures reaching 2,200°F. The hot combustion gases break the coal and steam down to form compounds containing carbon, hydrogen, sulfur, nitrogen and other elements, forming a raw gas which exits the gasifiers. Meanwhile, any ash resulting from the gasification process exits through the bottom of the gasifier.
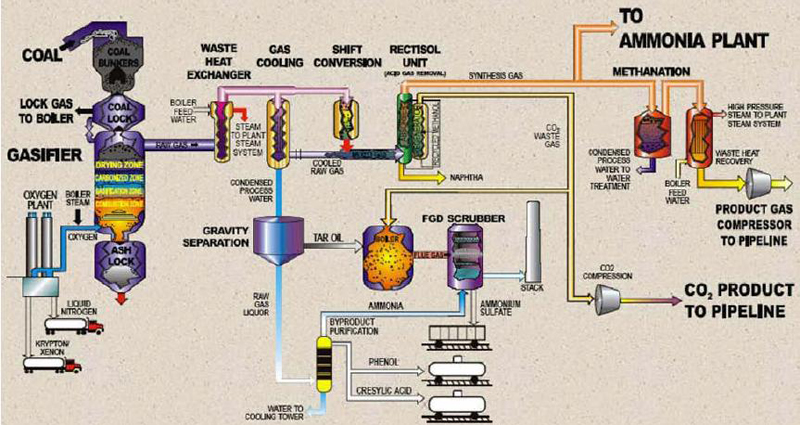
Simplified Plant Process at the Great Plains Synfuels Plant
The raw gas is cooled after it exits the gasifier, removing tar, oils, phenols, ammonia and water via condensation from the gas stream. These products are then purified, transported, or stored for later use as a fuel for steam generation. After cooling, the gas is further treated to remove impurities.
Following cleanup, the product gas is sent to a methanation unit where carbon monoxide (CO) and most of the remaining CO2 is reacted over a nickel catalyst with free hydrogen (H2) to form methane (CH4).
The product gas, now referred to as SNG, is then further cooled, dried and compressed. The compressed gas with a heating value of 975 Btu per cubic foot leaves the facility for sale through a two foot diameter pipeline. The product joins the Northern Border Pipeline which supplies natural gas to the eastern United States.
Environmental Considerations and Site Selection
Nine permits from the Federal government, 31 from the state government, and 14 from the local government were required for construction and operation of the synfuels plant. The Federal and local permits were mostly geared towards construction, requiring little monitoring after operation began. The state permits, on the other hand, required efforts by plant personnel to establish monitoring requirements, obtain future permits, and to negotiate and renew existing permits.
The Great Plains Gasification Associates' (GPGA) site-selection process focused on the following criteria:
Raw material availability, primarily coal and water.
Markets for Products
Land Availability
Environmental Concerns
Construction Conditions
Soil and Terrain Variations
Supporting Facilities/Infrastructure
Weather and Climate
The major raw materials required for the plant to produce SNG, were coal and water. These materials had to be available at a reasonable cost so the planners limited potential locations to those near abundant coal and water resources. Planners also determined there was an imminent gas shortage in the Michigan, Illinois, Wisconsin area, which established a market for the plant. Originally, the plan called for a 1,000-acre site, half for buildings, process units and storage, and half for parking, construction footprint and further expansion. This large area of land required a reasonable cost per acre, which could not be found in densely populated areas.
The Clean Air Act and related environmental regulations were also taken into consideration. Areas which do not meet air quality limits require new plants to limit criteria emissions to lower levels.
Area resources for construction were also considered. Requirements included enough local craftsmen, acceptable cost of labor force, minimizing construction delays from weather, and adequate auxiliary infrastructure and facilities. The plant design required a single elevation for the plant, so the amount of leveling required for a particular site was also considered.
The search led the planners to the site in Beulah, North Dakota. It was found to be within an economical distance of both raw materials, with the nearby lignite mines and a 17,000 acre-feet water permit for water from Lake Sakakawea ten miles away.
Operational History
The project was initially put into motion by Michigan-Wisconsin Pipeline Company, a subsidiary of American Natural Resources (ANR). In an effort to secure financing, ANR formed a partnership with several other natural gas utility companies which became known as the GPGA. This allowed the U.S. Department of Energy (DOE) to back funding for the plant, based on the large numbers of rate paying customers.
Maximizing system reliability was also necessary in order to insure financing. This was done by designing two product trains into the plant, so if one was ever down, the second could remain running. This would ensure that at least half the plant was operating at all times. Total cost for design and construction of the plant was roughly $2 billion. Construction began in 1981.
The plant began operation in 1984. However, after the facility was built, natural gas prices continued to drop jeopardizing the profitability of the plant. The GPGA partners bailed on the project, allowing DOE to purchase the plant for $1 billion in 1986. DOE sold the plant in 1988 to Basin Electric Power Cooperative (BEPC), which owned the adjacent power plant and has operated the facility through its Dakota Gasification Company (DGC) subsidiary since. Some revenues from the plant are subject to a revenue sharing agreement with the government.
The plant currently consumes more than 6 million tons of coal to produce 54 billion standard cubic feet (scf) of SNG annually. The plant has more than 25 years of successful operation. Along the way, changes have been made to improve productivity, efficiency and the plant's effect on the environment. Some examples of elements of the original design that were modified during the course of operation include the primary coal crushers; boiler fuel mix and configuration; gasifier grates; ash handling; flare and liquid waste incinerator systems; Rectisol tower trays; and the product compression turbines. In addition, repeated problems with the Stretford sulfur recovery unit early in the facility's operation required substantial changes to the plant. Engineers at the plant experimented, replacing the Stretford unit with a Sulfolin unit, but the situation was not significantly improved. Eventually, acid gases were sent to the boilers and an ammonia scrubber was added for flue gas desulfurization.
In addition to plant upgrades to improve efficiency, the plant has also diversified to produce a wide range of secondary products. Ammonia scrubbers were added to the boilers to reduce sulfur in boiler emissions and enabled the production of ammonium sulfate. In the 1990s, an anhydrous ammonia synthesis unit was added to the process train to use synthesis gas (syngas) to produce anhydrous ammonia for fertilizer.